Make Your Own Meths Burner
Captain Paranoia shows you how to make your very own
drinks can meths stove.
Posted: 31
July 2009
by Captain
Paranoia
![]()
![]()
![]()
![]()
![]()
Kevin Beeden, aka 'Captain Paranoia,
shows you how to make your own meths-burning DIY lightweight stove from a
drinks can.
There are many sets of instructions on the Web, such as at ZenStoves or AntiGravityGear.
Whilst the ZenStoves and AGG pages are useful to get an idea of how drinks can
burners are made, I think they both present fundamentally flawed designs; both
have joins in the middle of the burner which results in a weak structure. It's
far better to use the strong structures of the can to form a robust joint that
requires no glue. I also find the instructions over-complicated, using
templates, plaster-cast moulds and inelegant construction methods.
Here is my method for making a simple, Trangia-style, open-pot, top-jetting
burner. It requires no epoxy glue, no flue tape, and needs only a Stanley
blade, a craft knife, a straight edge and a thumb tack to make. It deliberately
avoids using templates, etc. and takes measurements from the can itself, so
that, provided you can remember the steps, you can make it anywhere. With
practice, it takes about 15 minutes to make.
Nb. These instructions assume you know how to use and handle sharp tools
safely, and how to use opposing muscle tension to control the movement of tools
whilst applying cutting force, and what protective equipment to wear; knife
blades can snap...
In case you can't guess from the photos, I'm left-handed. You might want to
re-arrange things if you're right-handed.
As with all things, it's worth reading through and understanding the
instructions before you start.

|
|
1. My
method is to insert a shorter, upper, inner part into a full-height lower,
outer part, and let the two parts guide the placement of the inner wall, and
then to remove the dimple of the upper can. |
|
|
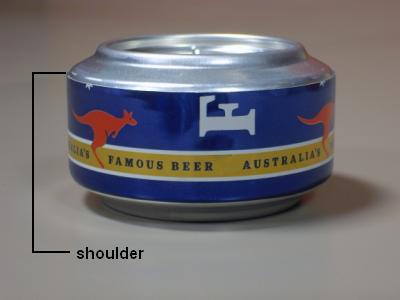
2. Start
with two identical aluminium cans. The pressed rings of the bases, and the
shoulders of the cans must be free from dents. |
|
|
3. Press
the tip of the blade into the can by about 1/2" to start the cut. |
|
|
4. Flip
the can over and score and puncture the top half, in preparation for making
the inner wall. |
|
|
5. Remove
the base by using your thumbnail to make the can tear along the scoreline,
starting from the cut. |
|
|
6. Take
the second can and locate the ring of the pressed dimple that we'll remove
later. Whilst can designs vary, there's usually a distinct corner between the
wall of the pressed ring, and the curved bowl of the dimple. |
|
|
7. Make
four (or more) cuts from near the centre of the dimple to the dimple ring
(this will allow air to escape as we mate the two halves, and prepare for the
later removal of the dimple). |
|
|
8. Four
cuts completed. |
|
|
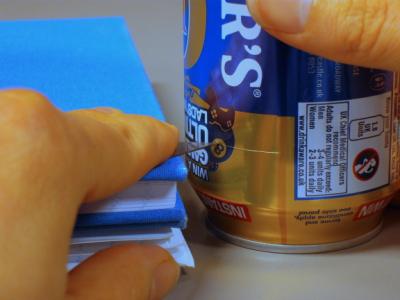
9. Using
the same measuring book, insert the Stanley blade between the pages, so that
it is about 3mm (1/8") below the cover*. We need the inner can to be
slightly shorter than the outer can to allow the burner halves to mate
properly. |
|
|
10. Now to
make the inner wall. |
|
|
11. Score
vertically up the side of the can through the height mark (so that the mark
appears on both edges) and then remove the top of the can by tearing along
the score (as for the base). |
|
|
12. Gently
fold along the vertical score to break the side wall open. |
|
|
13. Open
out the side wall and score with a straight edge aligned on the scored height
marks at each end. |
|
|
14. Fold
& snap along the scoreline to complete the cut. |
|
|
15. Roll
the side wall up and insert into the pressed ring of one of the cans. |
|
|
16. Unroll
the side wall and use a set square to score a line a fraction over half way
across the strip at each mark. If you don't have a set square to hand, you
can usually get it square enough by eye, as it's not that critical. |
|
|
17. Gently
bend and snap along the score line to open two slots. Don't bend the strip
beyond the cut. |
|
|
18. Use
the score, fold and snap method to trim the ends of the strip to about 12mm
(1/2") outside the slots. |
|
|
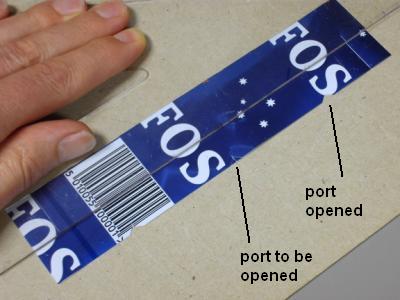
19. Cut
three little fuel ports around the base of the ring; they don't need to be
very big at all; 3mm (1/8") is fine. |
|
|
20. Mate
the two slots, with the ends facing the inside of the ring. |
|
|
21. The
inner wall is finished. |
|
|
22. Now we
need to expand the lower can to allow us to mate the two halves. |
|
|
23. Twist
the can base to remove it from the full can. |
|
|
24. Now to
mate the parts, for which we need a shim or 'shoehorn'. |
|
|
25. Place
the inner wall in the lower can, ensuring that the fuel ports are at the
bottom. |
|
|
26. Now
carefully press the shim side of the upper can down until the cans are
parallel, ensuring that the edges of the upper can remain inside the lower
can. |
|
|
27. When
the upper can is within the lower can, and they're roughly parallel,
carefully slide the shim out, holding the upper and lower cans in place. |
|
|
28.
Carefully press the two cans together. |
|
|
29.
Complete the insertion, pressing the cans together until the outer can
reaches the shoulder of the inner can, or you feel the resistance of the
inner wall meeting the two halves. |
|
|
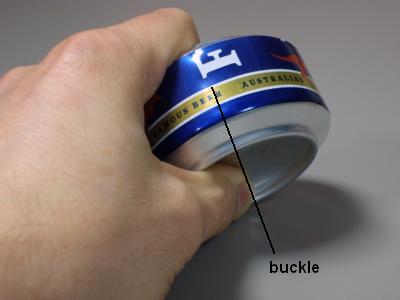
30. You
will usually find that the side wall of the inner can has buckled in one
place in order to squeeze into the lower can. You may even hear the can 'pop'
as this happens. |
|
|
31. The
dimple of the upper can is removed using the scoring method, but, due to the
thicker metal, and the curved edge, it's a little more difficult. |
|
|
32. Once
you have established a good score line, use the knife to extend the four cuts
we made earlier to the centre of the dimple, separating all the segments. |
|
|
33. Since
we can't risk inserting a knife into the scoreline, due to the possibility of
damaging the inner wall, we must use a tearing method instead. |
|
|
34. Clean
up the edges of the opening by scraping the edge of the knife blade along the
edge of the cut, taking care not to damage the inner wall. |
|
|
35. All
that's left is to prick or drill the jet holes, wherever you wish them to be. |
|
|
36. Mark
the jet positions with a strip of paper wrapped around the can, measured and
divided into regular gaps. |
|
|
37.
Transfer the jet positions by reversing the template so that the marks are on
the inside of the ring, and are reflected onto the can. |
|
|
38. Drill
or prick the jet holes. There are many theories on the best position for the
holes, but putting them in the middle of the sloping section is very easy,
and minimises the chances of puncturing the inner or side walls. |
|
|
39. That's
it. Pour in a little meths and light up your burner. |


































 There's an
alternative build sequence that cuts out the dimple from the upper can at step
6, before the two halves of the burner are mated (score around the ring as in
step 31, but then use the knife to start the cut, and pop the entire dimple out
with a rounded tool, or your thumb). This makes removal of the dimple slightly
easier, and guarantees that the inner wall won't be damaged as you remove the
dimple. However, it does make mating of the two halves more difficult, as you
need to take care to ensure that the wall is seated in the upper pressed ring
as you press the two halves together; leaving the dimple in place until the
halves are mated allows the dimples to automatically align the inner wall.
There's an
alternative build sequence that cuts out the dimple from the upper can at step
6, before the two halves of the burner are mated (score around the ring as in
step 31, but then use the knife to start the cut, and pop the entire dimple out
with a rounded tool, or your thumb). This makes removal of the dimple slightly
easier, and guarantees that the inner wall won't be damaged as you remove the
dimple. However, it does make mating of the two halves more difficult, as you
need to take care to ensure that the wall is seated in the upper pressed ring
as you press the two halves together; leaving the dimple in place until the
halves are mated allows the dimples to automatically align the inner wall.
If you choose this sequence, one way to make sure the wall is aligned correctly
is to seat the wall inside the upper dimple ring, and fasten it in place with
sellotape before you start the mating process at step 25. Don't allow the
sellotape to extend down the side wall of the upper can. Remove the sellotape
when the two halves are fully mated.  If you need
to make a burner in the field (e.g. you get to camp and find that you've
forgotten your burner), you can use the method presented here to build a
burner.
If you need
to make a burner in the field (e.g. you get to camp and find that you've
forgotten your burner), you can use the method presented here to build a
burner.
You may have noticed that these instructions make no use of a ruler to measure
anything; measurements have been given, but these are intended for guidance,
not for exact measurement. If you really need to measure something, a compass
romer can be used. However, the difficult things to find in the field (besides
two cans) are a flat working surface to rotate the cans on, a suitable
height-measuring object and a straight edge. The base of a cookpot is usually
flat enough to provide a work surface to allow the can to rotate smoothly, and
a rummage through your kit will probably yield something that can be used to
provide a height reference. A book, a map cover, walking pole, tent pole or peg
could be used as a straight edge, with a bit of care.
An alternative way to score the cans is to wrap a piece of paper around the
can, and ensure the ends overlap so the paper is parallel to the sidewalls. You
can then use the edge of the paper to guide the scoreline; it's more difficult,
and may not give as neat a result, but it can be made to work. The inner wall
can be marked in this way, too; in fact, it's best to measure the base and
inner wall on one can before attempting to break either away from the can.
For pricking the jet holes, use a safety pin that's probably to be found in
your first aid kit. In a pinch, the tip of the blade can be used very carefully
to make small holes.
Finally, if you're really stuck for a burner in the field, and can't find two
cans and the items needed for this technique, the easiest burner to make is a
simple open cup; just hack the bottom off any can or similar metal container
that comes to hand. It'll work pretty well, even if it does burn a little
slowly. ![]() I've been
making drinks can burners on and off for about ten years. Along the way, I've
picked up ideas and tips from many sources, most of which I've probably
forgotten. So, whilst I've called this 'my method', it's only my method in so
far as it's the collection of techniques that I've adopted over the years. The
only bit that might be original is leaving the dimple cutting until after
assembly, discovered by accident after making burners at a BBQ, and forgetting
to cut the dimple out first...
I've been
making drinks can burners on and off for about ten years. Along the way, I've
picked up ideas and tips from many sources, most of which I've probably
forgotten. So, whilst I've called this 'my method', it's only my method in so
far as it's the collection of techniques that I've adopted over the years. The
only bit that might be original is leaving the dimple cutting until after
assembly, discovered by accident after making burners at a BBQ, and forgetting
to cut the dimple out first...
Read more: http://www.outdoorsmagic.com/gear-features/make-your-own-meths-burner/6227.html#ixzz0sG4CsSsZ